The operational parameters used during production affect dripper flow rate. This can be used to the manufacturer’s advantage in adjusting dripper flow rate through the pipe extrusion process to ensure consistent flow rates across an entire drip irrigation coil.
Pipe Extrusion Parameters Affecting Dripper Flow
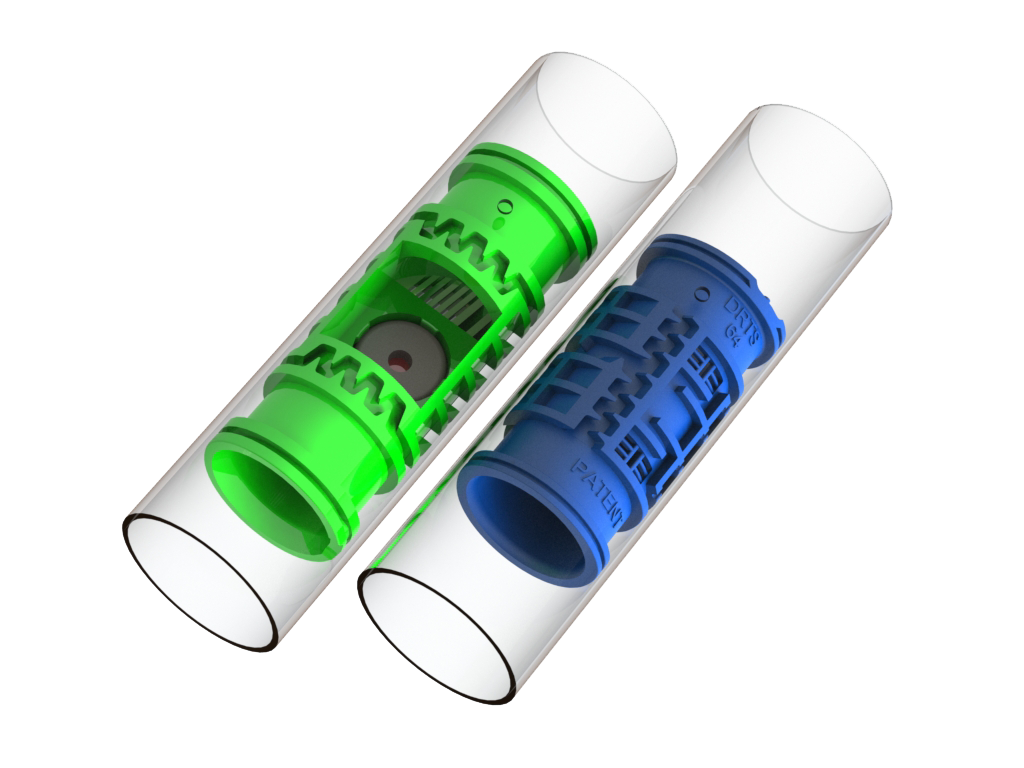
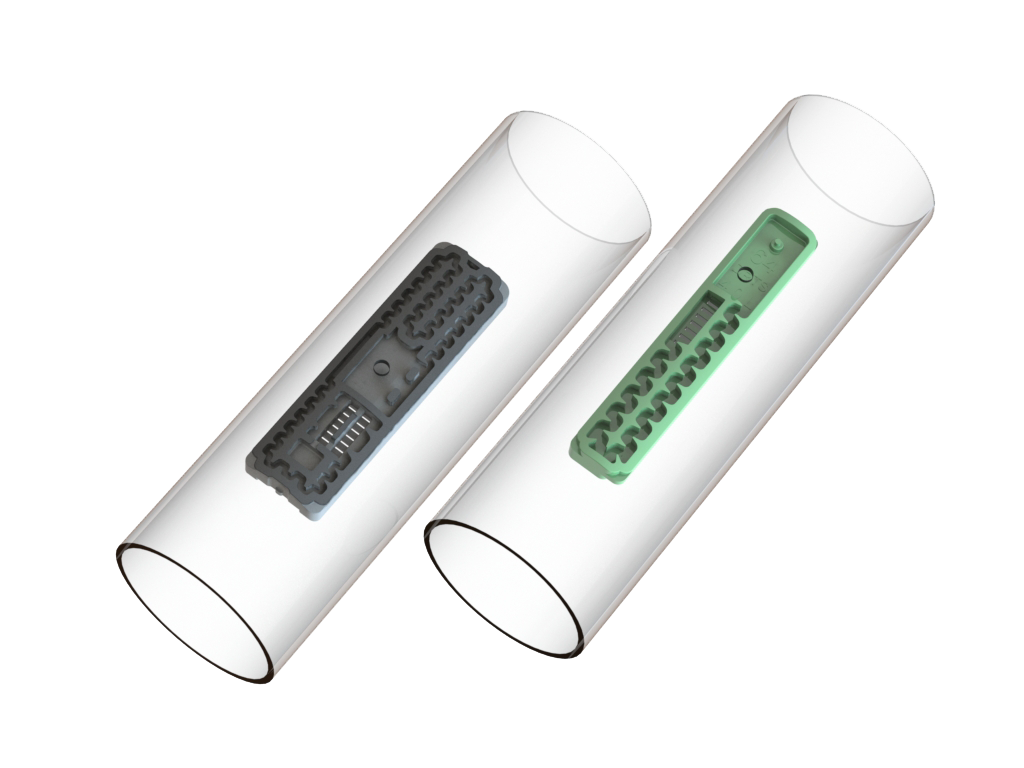
Dripper flow is affected by one major factor: the depth of the labyrinth after insertion, bonding, and cooling of a dripper into pipe. The depth can be affected by the amount of plastic material that is sinking into the dripper labyrinth. The more sinking that occurs, the smaller the overall labyrinth becomes and consequently, the more the dripper flow is reduced. The depth can also be reduced by high heat melting some of the small features on the dripper labyrinth.
In order to affect dripper flow in a predictable manner, it is important to have precise control over several factors. The following is an analysis of the most important parameters which affect the labyrinth depth post insertion.
Raw Material Used
Different raw materials behave differently in terms of dimensional stability when it comes to temperature fluctuations. Raw material blends of pipe material can also affect the bonding compatibility with the dripper and finally Melt Flow Index (MFI) can also affect the sinking of the pipe material into the labyrinth.
Internal Diameter (ID) of Pipe
Precision control of drip irrigation pipe ID is a major factor affecting drip rate. When the fresh pipe exits the extruder it goes through the “aquarium calibrator”, right before entering the cooling vacuum tank. At this point of production the pipe is pulled through the aquarium calibrator with the drippers inserted, at a high temperature, which means it is still malleable. In this stage, the tooling used can affect how much plastic will sink into the dripper labyrinth: the narrower the pipe passages, the more pressure applied to the pipe, therefore more plastic sinking into the labyrinth and hence decrease dripper flow.
Dripper Inserting Parameters
The dripper is inserted into the drip irrigation pipe in a single step along with pipe extrusion. As such, the dripper following parameters highly affect dripper bonding and consequently, dripper flow rate.
- Pipe extrusion temperatures: The higher the pipe extrusion temperatures, the more plastic will flow into the dripper labyrinth, for that reason reduced dripper flow will occur. Extreme temperatures can also damage the dripper labyrinth before it bonds to the pipe.
- Dripper bonding: The more the dripper melds with the pipe inner walls, the resulting flow is decreased
Dimensions of Cross Head Tooling
As the exact point of dripper insertion, the cross head tooling dimensions also affect dripper flow. Similar to before, smaller tooling pipe passages, mean less dripper flow. DRTS offers cross heads with a variety of options and tooling for different pipe dimensions, with the ability to order custom made tooling for precise dripper flow control.
Pipe Cooling Parameters
The last step in which the drip irrigation pipe ID and bonding with the drippers can be affected, is the cooling stage. In this stage, two main parameters can be controlled in order to achieve optimum dripper flow:
- Distance between cross head and vacuum tank: As this distance increases, the time the pipe remains hot prior to entering the cooling stage is also increased. This results in dripper flow reduction, due to more plastic sinking into the dripper labyrinth.
- Vacuum pressure: During the cooling stage, the vacuum pressure also affects the dripper flow rate. Higher vacuum pressures during cooling will result in increasing the drip irrigation pipe ID. Consequently, the amount of plastic sinking into the dripper labyrinth will be decreased, leading to an increase in dripper flow rate .
Download Our Dripper Flow Adjustment PDF Guide
Let DRTS Help You Achieve Precise Pipe Extrusion Control
Precise control and fine tuning of the dripper flow rate can be controlled through the extrusion process. For this to happen expertise, and precise control of the production line are needed, and heavily depends on the production equipment that you have at your disposal.
DRTS can help due to its extensive expertise, and can suggest necessary changes and upgrades to your equipment or process in order to gain precise extrusion control. DRTS is here for you to achieve consistent and required flow on your drip irrigation pipe products. Contact us here for a free consultation!

More from DRTS
3 Offline, Drip Irrigation QA Tests that Save Money, Time & Improve Quality
Converting your PE Production Line to a Drip Irrigation Line
5 Things to Consider When Choosing a Drip Irrigation Machinery Manufacturer